Can you help me with retraction issues?

Yes, I can help you with retraction issues! Retraction problems are common when 3D printing with various filaments, including TPU, and they often lead to issues like stringing, oozing, or under-extrusion. Proper retraction settings are essential to minimize these problems. Here’s how to address common retraction issues and optimize settings for a smoother printing experience:
Common Retraction Issues and How to Fix Them:
👉 Excessive stringing often improves dramatically when filament moisture and retraction settings are addressed together.
👉 Check Filament Dryer on Amazon
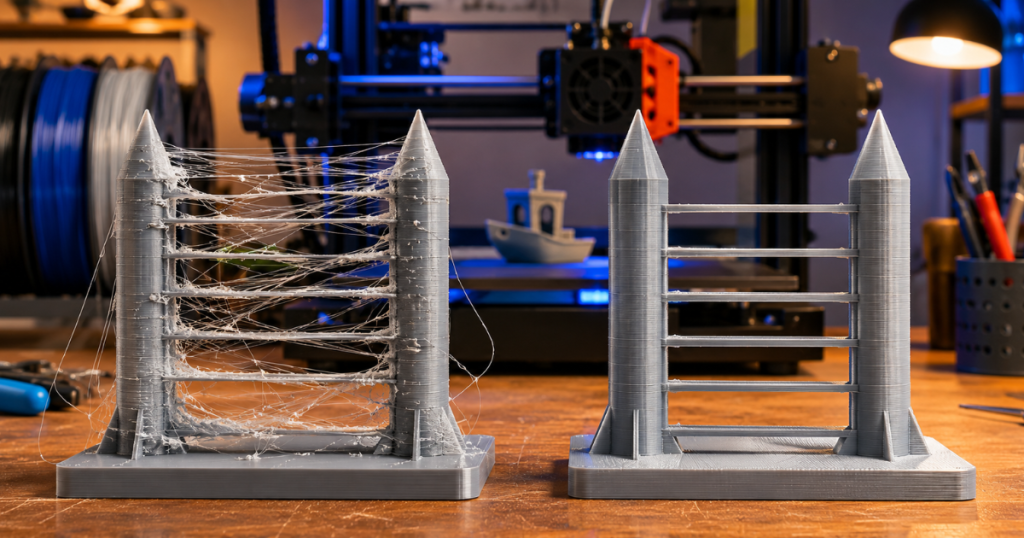
1. Stringing
- Issue: Stringing occurs when thin threads of filament are left behind during non-printing moves, often between separate parts of the print.
- Cause: Stringing happens when the extruder continues to extrude filament while moving to a new location, causing excess material to ooze out.
- How to Fix:
- Increase Retraction Distance: A common solution is to increase the retraction distance (1mm to 3mm for most filaments). This pulls the filament back into the hotend to prevent oozing.
- Increase Retraction Speed: Increase the retraction speed (20mm/s to 40mm/s). This helps pull the filament back quickly, preventing it from oozing out during travel moves.
- Enable Coasting: In some slicers, enabling coasting (extrusion stop before finishing a move) can help reduce the extrusion and stop the filament from continuing to ooze.
- Lower Print Temperature: If the filament is too hot, it can ooze more easily, leading to stringing. Lower the printing temperature by 5-10°C to see if it reduces stringing.
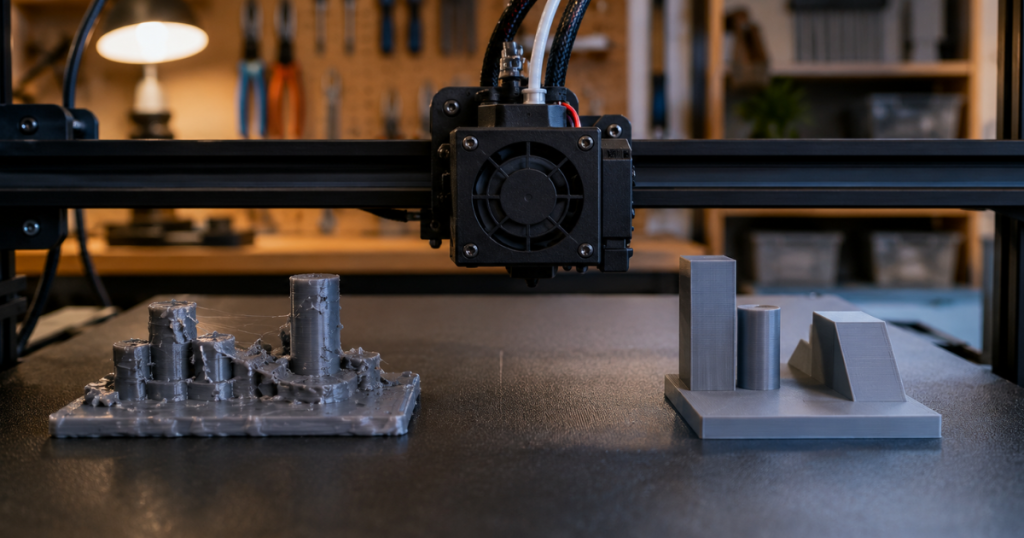
2. Oozing
- Issue: Oozing occurs when the nozzle drips filament while moving between parts or after a printing move, creating small blobs or excess filament.
- Cause: Oozing is caused by the hotend leaking filament during movement due to insufficient retraction, excessive heat, or slow travel speeds.
- How to Fix:
- Increase Retraction Distance: Increasing the retraction distance will pull more filament back, reducing the amount of filament in the nozzle and preventing oozing.
- Increase Retraction Speed: Higher retraction speed helps pull filament back faster, preventing it from leaking out during movement.
- Lower Travel Speed: Increase travel speed to reduce the time the nozzle spends traveling between areas, minimizing the chance of filament oozing out.
- Enable Wipe Nozzle: Some slicers allow you to enable wipe nozzle, which moves the nozzle across a printed area at the end of a move to clean off any excess filament.
3. Under-Extrusion After Retraction
- Issue: Sometimes after a retraction, the printer fails to extrude enough filament when resuming the print, resulting in weak or missing parts of the print.
- Cause: This can happen if the retraction settings are too aggressive, leading to filament being pulled back too far or too fast.
- How to Fix:
- Reduce Retraction Distance: Try reducing the retraction distance to prevent the filament from being pulled too far into the hotend, which can make it difficult to extrude correctly.
- Increase Flow Rate: If under-extrusion persists, you might need to increase the flow rate (set it around 100% or slightly higher).
- Check the Extruder Path: Ensure the extruder path is clear and there are no obstructions or jams in the extruder that could be affecting the flow of filament.
👉 Flexible materials are often easier to control with hardware designed specifically for filament guidance and feeding.
👉 Check Direct Drive Extruder Upgrade on Amazon
4. Clogging or Jamming During Retraction
- Issue: Retraction can sometimes cause clogs or jams in the nozzle, especially with flexible filaments like TPU.
- Cause: Too much retraction, too high a retraction speed, or incorrect settings for flexible filaments can lead to jams.
- How to Fix:
- Reduce Retraction Settings: For flexible filaments like TPU, you should use smaller retraction distances (1mm to 2mm) and lower retraction speeds to avoid excessive pressure on the filament.
- Use Direct Drive Extruder: A direct drive extruder is better suited for flexible filaments and can reduce the risk of jamming, compared to Bowden setups.
- Lower Retraction Speed: If you’re printing with flexible filaments, reduce the retraction speed to avoid causing jams and improving filament control.
5. Inconsistent Layer Adhesion (Due to Retraction Issues)
- Issue: Poor adhesion between layers, especially the first few, can occur if retraction settings are not optimized, leading to gaps or weak spots.
- Cause: Incorrect retraction settings can result in inconsistent extrusion, which affects the bonding between layers.
- How to Fix:
- Ensure Proper Layer Height: Make sure your layer height is properly set for good adhesion between layers. For most filaments, use a 0.2mm to 0.4mm layer height.
- Optimize First Layer Settings: Use a slower first layer print speed and increase the first layer height slightly for better adhesion.
- Reduce Retraction: Use lower retraction settings to ensure the material is being extruded consistently for better adhesion between layers.
👉 Improve Retraction Performance and Reduce Stringing:
Filament Dryer
Direct Drive Extruder Upgrade
Nozzle Cleaning Kit
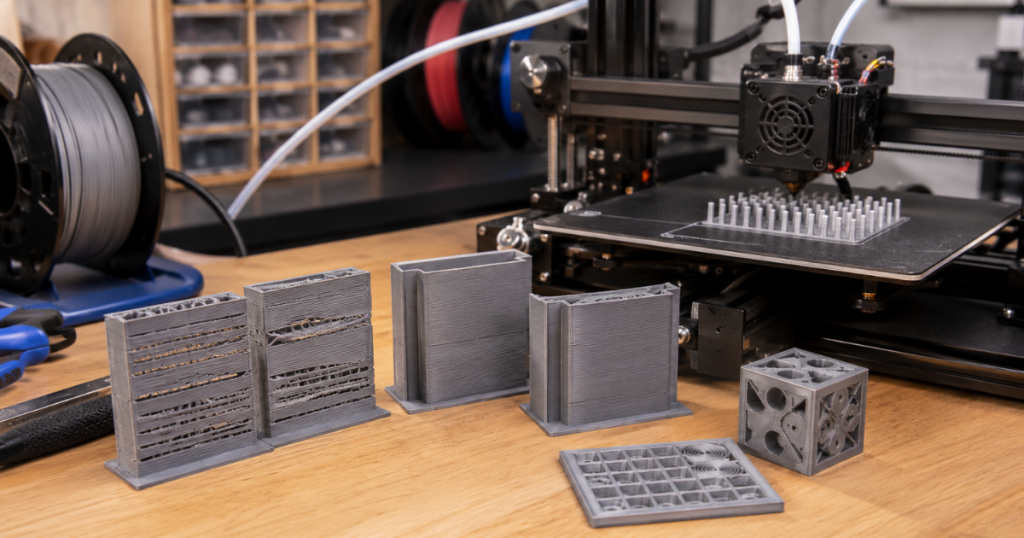
6. Print Quality Problems (Rough Surface or Gaps)
- Issue: Sometimes, the print surface may have rough areas or gaps, which could be a result of incorrect retraction settings, particularly with flexible filaments.
- Cause: Excessive retraction can cause the nozzle to dry out intermittently, leaving gaps between extrusions.
- How to Fix:
- Reduce Retraction Distance and Speed: Try reducing the retraction distance (1mm to 3mm) and the retraction speed (20mm/s) to reduce the risk of gaps.
- Increase the Flow Rate: If gaps persist, increase the flow rate slightly to ensure consistent extrusion.

🔧 Upgrade Your Retraction Tuning Setup:
Filament Dryer
Direct Drive Extruder Upgrade
Nozzle Cleaning Kit
General Tips for Optimizing Retraction Settings:
- Start Small: If you’re new to adjusting retraction settings, start with smaller changes to avoid overwhelming the extruder or causing jams.
- Use Test Prints: Print small test objects to fine-tune your settings without wasting too much filament.
- Check for Moisture: Filament moisture can make retraction issues worse. Dry your filament before printing, especially for materials like TPU, to improve extrusion consistency.
- Experiment Gradually: Increase or decrease retraction settings by small amounts to see the effect on print quality. Adjusting retraction can significantly improve print quality without compromising other aspects of the print.
By following these guidelines and experimenting with your slicer settings, you can resolve common retraction issues like stringing, oozing, under-extrusion, and clogging, leading to smoother and more successful 3D prints.